

دایره های داخلی چیست و چگونه اجزای خود را در حفره ها حفظ می کنند
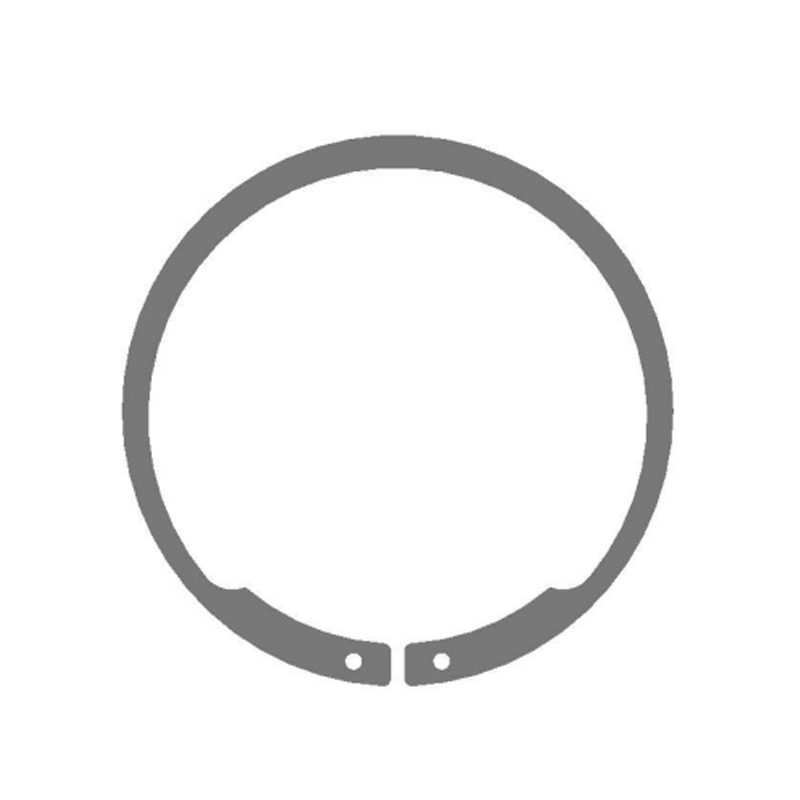
گیره های داخلی حلقههای نگهدارنده سر باز هستند که برای نصب در داخل یک سوراخ یا محفظه استوانهای طراحی شدهاند، جایی که در یک شیار ماشینکاری شده قرار میگیرند و از حرکت محوری شفتها، یاتاقانها، پینها یا سایر اجزای نشسته در آن سوراخ جلوگیری میکنند. مشخصه هندسی تعیین کننده یک گیره داخلی این است که قطر بیرونی آن در حالت آزاد و نصب نشده کمی بزرگتر از قطر سوراخی است که برای تناسب آن طراحی شده است. این تداخل عمدی چیزی است که نیروی گیره شعاعی ایجاد می کند که پس از نصب حلقه را در شیار خود محکم نگه می دارد - هیچ چسب، نخ یا بست درگیر نیست. نیروی نگهدارنده کاملاً مکانیکی است که از بازیابی الاستیک مواد حلقه پس از فشرده سازی در حین نصب به دست می آید.
دنباله نصب برای دایره های داخلی دقیق است و برای دستیابی به حفظ قابل اعتماد باید به درستی دنبال شود. انبردست داخلی در دو سوراخ کوچکی که در گوش حلقه ایجاد شده است - یک فک انبردست در هر سوراخ وارد می شود. انبردست فشرده می شود، که حلقه را فشرده می کند و قطر بیرونی آن را زیر قطر سوراخ کاهش می دهد و به حلقه اجازه می دهد تا به طور متحدالمرکز روی دهانه شیار داخل سوراخ قرار گیرد. پس از تراز شدن با شیار، انبردست آزاد می شود. بازیابی الاستیک مواد حلقه باعث انبساط آن به سمت بیرون می شود و بدنه حلقه را به دیواره های شیار هدایت می کند و یک تناسب محکم و بدون شکاف در اطراف محیط کامل شیار ایجاد می کند. حلقه اکنون در جای خود قفل شده است و در برابر بارهای محوری اعمال شده از هر جهت بر روی صفحه صاف خود مقاومت می کند.
ظرفیت بار محوری یک گیره داخلی نصب شده به سه متغیر بستگی دارد: مقاومت برشی مواد حلقه، سطح مقطع حلقه که در آن با دیواره شیار تماس میگیرد و خود هندسه شیار. یک شیار با ابعاد مناسب - با عرض منطبق با ضخامت حلقه و عمق مطابق با عرض شعاعی حلقه - بار را به طور مساوی در سراسر دور کامل حلقه توزیع می کند. یک شیار زیر برش یا بزرگتر، تنش را در نقاط مجزا متمرکز میکند و بهطور چشمگیری رتبه بار مؤثر مجموعه را کاهش میدهد، گاهی اوقات تا حد خروج حلقه تحت بارهای سرویس معمولی.

دایره داخلی فولاد فنری: خواص مواد و چرایی اهمیت آنها
اکثریت قاطع دایره های داخلی به طور کلی خدمات صنعتی از فولاد فنری - به طور خاص فولاد فنر پر کربن مطابق با استانداردهایی مانند DIN 17222، EN 10132-4، یا مشخصات ملی معادل. محتوای کربن فولاد فنری که برای دایرهها استفاده میشود معمولاً در محدوده 0.65 تا 0.85 درصد کربن قرار میگیرد، با افزودن منگنز، سیلیکون و کروم بسته به درجه. این ترکیب، همراه با عملیات حرارتی کنترلشده خاموش کردن و تمپر پس از شکلگیری، مادهای را با ترکیب خاصی از خواصی که عملکرد دایرهای نیاز دارد، تولید میکند.
خواص مکانیکی کلیدی فولاد فنری برای دایره ها
عملکرد یک فولاد فنری internal circlip در خدمت بستگی به مشخصات مواد زیر دارد که در مشخصات هستند:
- قدرت تسلیم بالا (معمولا 800-1200 مگاپاسکال): حلقه باید هنگام فشرده شدن در حین نصب و بارگذاری محوری در سرویس، در برابر تغییر شکل دائمی مقاومت کند. حلقه ای که در حین فشرده سازی تسلیم می شود مجموعه ای را می گیرد و نمی تواند به قطر اصلی خود بازگردد و در نتیجه باعث شل شدن در شیار و حفظ غیر قابل اطمینان می شود.
- الاستیسیته کنترل شده (مدول الاستیسیته ~ 200 گیگا پاسکال): پس از آزاد شدن نیروی فشرده سازی نصب، حلقه باید به طور کامل و قابل پیش بینی به قطر آزاد خود بازگردد. اندازه این بازیابی فشار تماس بین حلقه و دیواره شیار را تعیین می کند که مستقیماً نیروی نگهدارنده را تنظیم می کند.
- چقرمگی و شکل پذیری کافی: علیرغم سختی زیاد مورد نیاز برای عملکرد فنر، این ماده باید در برابر شکست شکننده در طول چرخه فشرده سازی-انبساط نصب مقاومت کند. دایره هایی که در حین فشرده سازی انبر به جای منحرف شدن شکسته می شوند، خطر ایمنی قابل توجهی هستند و نشان دهنده کمبود مواد یا نصب نادرست ابزار هستند.
- پوشش سطح و وضعیت لبه: دایره های مهر شده دارای لبه برش خورده در قطر داخلی و خارجی هستند. برش ها یا ریز ترک ها در لبه برشی به عنوان متمرکز کننده تنش تحت بارگذاری مکرر عمل می کنند. با کیفیت بالا فولاد فنری internal circlip تولید شامل یک مرحله تخلیه یا تهویه لبه پس از مهر زنی برای از بین بردن این عیوب است.
برای کاربردهایی که شامل قرار گرفتن در معرض رطوبت، اسپری نمک یا محیطهای شیمیایی ملایم است، گیرههای فنری فولادی معمولاً پس از عملیات حرارتی فسفاته یا روی اندود میشوند تا مقاومت در برابر خوردگی را بدون تغییر خواص مکانیکی زیرلایه فولادی فنر ایجاد کنند. در مواردی که مقاومت در برابر خوردگی باید ذاتی باشد و نه وابسته به پوشش - مانند کاربردهای فرآوری مواد غذایی، دریایی یا دارویی - به جای آن از گریدهای فولاد ضد زنگ مانند 1.4310 (الفISI 301) استفاده می شود، با کاهش متناظر در نیروی فنر قابل دستیابی به دلیل استحکام تسلیم کمتر فنر فولاد زنگ نزن آستنیتی نسبت به فولاد سخت.
دایره های داخلی در مقابل دایره های خارجی: تفاوت های اساسی و منطق انتخاب
گیره های خارجی عملکرد نگهدارنده محوری مشابه دایرههای داخلی را انجام میدهند، اما آنها در زمینه هندسی مخالف عمل میکنند: آنها در یک شیار ماشینکاری شده در قطر بیرونی شفت یا پین نصب میشوند تا در سطح داخلی سوراخ. کجا دایره های داخلی فشرده سازی تا نصب شود و سپس در شیار آنها گسترش یابد، گیره های خارجی باید در حین نصب منبسط شود - با استفاده از انبردست خارجی که حلقه را باز می کند - و پس از رها شدن انبر روی شیار شفت منقبض شود.
| ویژگی | دایره های داخلی | دایره های خارجی |
|---|---|---|
| محل نصب | داخل یک سوراخ یا شیار مسکن | خارج از یک شفت یا شیار پین |
| اقدام نصب | برای کاهش OD فشرده می شود، سپس آزاد می شود | برای افزایش شناسه گسترش یافت، سپس منتشر شد |
| نوع انبردست مورد نیاز است | انبر داخلی (بستن) گیره | انبر خارجی (بازشو). |
| قطر آزاد در مقابل شیار | OD کمی بزرگتر از سوراخ است | شناسه کمی کوچکتر از شفت |
| مرجع استاندارد | DIN 472 / ISO 9626 | DIN 471 / ISO 9626 |
| برنامه های کاربردی معمولی | گیربکس، محفظه پمپ، سوراخ موتور | شفت موتور، محور، مجموعه قرقره |
| جهت بار محوری | جزء رانده شده در سوراخ را حفظ می کند | جزء رانده شده در امتداد محور را حفظ می کند |
انتخاب بین دایره های داخلی و گیره های خارجی به طور کامل توسط محل قرارگیری شیار نگهدارنده در مجموعه تعیین می شود. اگر قطعه ای که قرار است نگه داشته شود در داخل یک سوراخ قرار گرفته باشد - یک یاتاقان فشرده در یک محفظه، یک بوش در یک سیلندر هیدرولیک، یک مهر و موم در یک بلوک موتور - یک گیره داخلی لازم است. اگر قطعه روی شفت می لغزد و باید از حرکت در امتداد آن شفت جلوگیری شود - دنده روی شفت خروجی گیربکس، قرقره روی شفت موتور، توپی چرخ روی محور - یک گیره خارجی انتخاب درستی است. استفاده از نوع نامناسب انحراف جزئی نیست: هندسه شیارها متفاوت است، عملکرد انبردست مخالف است، و قرار دادن یک گیره خارجی در یک شیار داخلی یا بالعکس منجر به یک مجموعه نگهدارنده می شود که یا غیرممکن است به درستی در جای خود قرار گیرد یا بلافاصله در زیر بار از کار می افتد.
طراحی شیار و مشخصات ابعادی برای دایره های داخلی
شیاری که یک گیره داخلی در آن نصب شده است به اندازه خود دایره برای عملکرد مجموعه حیاتی است. یک شیار بیش از حد عریض به حلقه اجازه می دهد تا زیر بار تکان بخورد و سطح تماس موثر را کاهش دهد و خطر بیرون ریختن حلقه را افزایش دهد. یک شیار خیلی باریک از نشستن کامل رینگ جلوگیری می کند و بخشی از سطح مقطع رینگ را به شیار تبدیل می کند و ظرفیت بار محوری را به طور متناسب کاهش می دهد. هنگام ماشینکاری شیارها باید پارامترهای ابعادی زیر کنترل شوند دایره های داخلی :
- عرض شیار (ب): برای حلقه های استاندارد DIN 472 باید ضخامت دایره با تحمل 0.05 تا 0.15 میلی متر مطابقت داشته باشد. تلورانسهای وسیعتر فقط در مواردی قابل قبول هستند که بارگذاری دینامیکی وجود نداشته باشد و عملکرد حفظ کاملاً موقعیتی باشد.
- عمق شیار (t): باید به حلقه اجازه داد تا کاملاً در زیر سطح سوراخ قرار گیرد تا جزء حفظ شده به جای سوار شدن بر روی آن، با چهره حلقه تماس پیدا کند. برای حلقه های DIN 472، عمق شیار معمولاً 1.1 تا 1.3 برابر عرض شعاعی بخش حلقه است.
- شعاع گوشه شیار: یک گوشه تیز در ریشه شیار باعث ایجاد تمرکز تنش در مواد مسکن می شود. شعاع 0.1 تا 0.3 میلی متر در ریشه شیار، بار را به طور یکنواخت توزیع می کند و خطر ترک خوردگی ناشی از خستگی را در محفظه تحت بارگذاری چرخه ای محوری کاهش می دهد.
- پرداخت سطح دیوارهای شیار: زبری Ra 1.6 میکرومتر یا بهتر در دیوارههای جانبی شیار، سطح تماس بین حلقه و شیار را به حداکثر میرساند، انتقال بار را بهبود میبخشد و سایش فرسایش را در کاربردهای دینامیکی به حداقل میرساند.
خطاهای رایج نصب و نحوه جلوگیری از آنها
سادگی نصب دایرهای باعث میشود که به راحتی از جزئیات مهمی که تعیین میکنند مونتاژ نگهدارنده در طول عمر مورد نظر خود عملکرد قابل اعتمادی داشته باشد، چشم پوشی میکند. خطاهای زیر باعث اکثر خرابی های زودرس مدار داخلی در سرویس می شوند:
- فشرده سازی بیش از حد در هنگام نصب: فشرده کردن حلقه بیش از حداقل قطر مورد نیاز برای پاک کردن سوراخ به ریزساختار فولادی فنر در ناحیه گوش آسیب می رساند و نیروی بازیابی الاستیک را کاهش می دهد و حلقه ای ایجاد می کند که به طور شل در شیار قرار می گیرد. همیشه از انبردست هایی با نوک هایی با اندازه مناسب استفاده کنید که سوراخ های انبر را بدون تحمیل بار خمشی اضافی روی بدنه حلقه درگیر می کند.
- ناهماهنگی در هنگام نشستن: رها کردن انبردست قبل از اینکه حلقه به طور کامل با شیار هماهنگ شود باعث می شود حلقه تا حدی بنشیند، به طوری که یک طرف در شیار و طرف دیگر روی سطح سوراخ قرار دارد. نتیجه حلقه ای است که به نظر می رسد نصب شده است اما تحت اولین بار محوری خارج می شود. همیشه قبل از آزاد کردن فشار انبر، اطمینان حاصل کنید که حلقه از نظر ظاهری با شیار همسطح است.
- استفاده مجدد از حلقه های حذف شده: A فولاد فنری internal circlip که برای نصب فشرده شده و سپس حذف شده است، یک چرخه کرنش الاستیک را تجربه کرده است. نصب مجدد همان حلقه چرخه دوم را تحمیل می کند و اگر حلقه در اولین نصب بیش از حد فشرده شده باشد، قطر آزاد آن تغییر کرده است. هنگام مونتاژ مجدد پس از تعمیر، همیشه از گیره های جدید استفاده کنید.
- اندازه نوک انبر نادرست: نوکهای انبر که برای سوراخهای انبر حلقه بسیار کوچک هستند، بهجای توزیع بار در سراسر قطر کامل، روی لبه سوراخ قرار میگیرند و یک عمل اهرمی ایجاد میکنند که حلقه را در حین فشردهسازی کج میکند. به جای یک ابزار تک نوک ثابت برای همه اندازهها، از یک مجموعه انبر گیره با اندازه نوک همسان برای هر محدوده قطر گیره استفاده کنید.
- نصب در یک شیار خشک، آلوده یا خورده: روغن سبکی که قبل از نصب روی حلقه و شیار اعمال میشود، اصطکاک را در حین نشستن کاهش میدهد و به حلقه اجازه میدهد تا در حین منبسط شدن، خود را به طور یکنواخت در شیار تراز کند. شیارهای خورده یا آلوده باید قبل از نصب به فلز پایه تمیز شوند تا از تماس کامل حلقه با دیواره های شیار اطمینان حاصل شود.
چه زمانی گیره های خارجی و دایره های داخلی هر دو در یک مونتاژ مورد استفاده قرار می گیرند - همانطور که در طراحی جعبه دنده و گیربکس معمول است که در آن حلقه های نگهدارنده روی محور و محفظه با هم ترکیب می شوند - حفظ یک سیستم شناسایی و ذخیره سازی واضح برای این دو نوع از خطاهای نصب جلوگیری می کند. علیرغم ظاهر مشابه آنها در خارج از زمینه، این دو نوع حلقه قابل تعویض نیستند و نصب متقابل باعث ایجاد خرابی در حفظ می شود که اغلب تشخیص آن بدون جداسازی کامل قطعه آسیب دیده دشوار است.












